


 機能・性能から探す >
機能・性能から探す >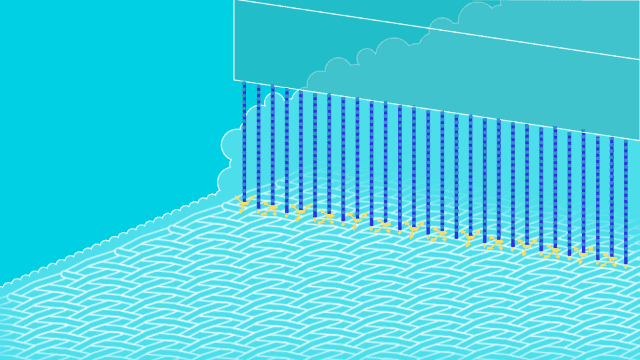 製造技術から探す >
製造技術から探す >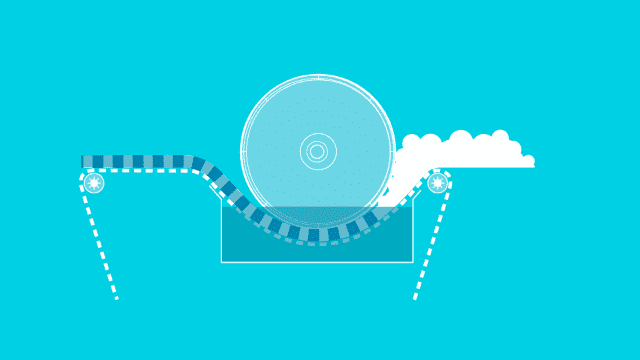 レジンボンド >
レジンボンド >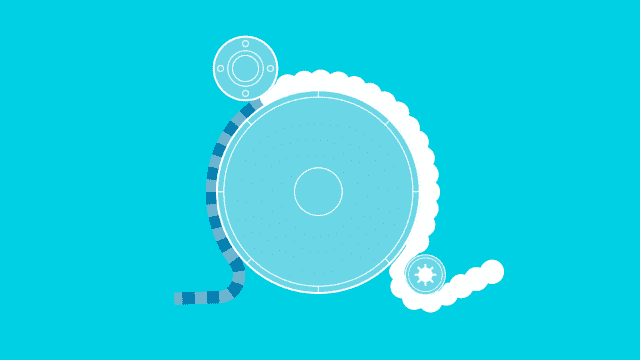 サーマルボンド >
サーマルボンド >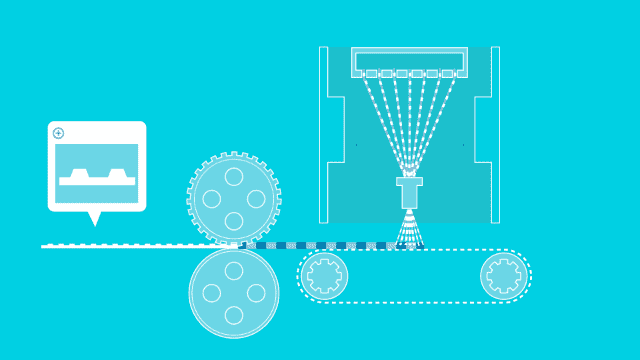 スパンボンド >
スパンボンド >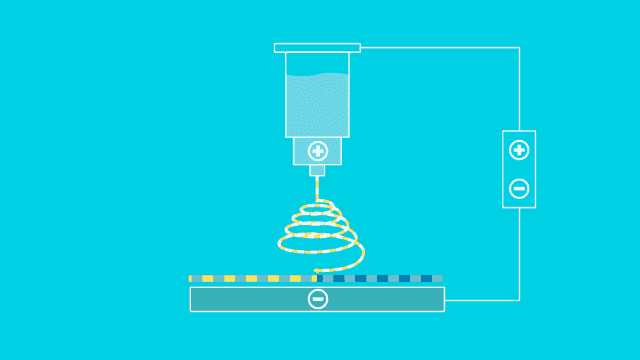 ナノファイバー >
ナノファイバー >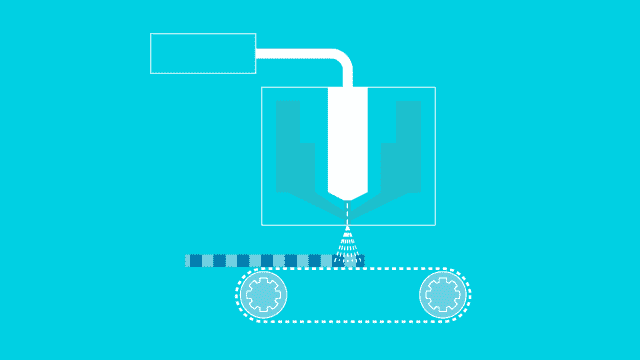 メルトブローン >
メルトブローン >SHINWAの不織布製造方法
レジンボンド
(接着剤で接合)
接着剤
接合自由な
形多様な
性能
接合自由な
形多様な
性能
用途例
食品トレーマット、フィルターコーティング基布、梱包材、メディカル用品など
食品トレーマット、フィルターコーティング基布、梱包材、メディカル用品など
サーマルボンド
(熱で接合)
熱
接合厚さ
変更可ソフト吸湿性
吸水性
接合厚さ
変更可ソフト吸湿性
吸水性
用途例
おむつ、サニタリーナプキン、フィルターなど
おむつ、サニタリーナプキン、フィルターなど
スパンレース
(高圧水流で接合)
高圧水流
接合高強度ソフト吸湿性
吸水性
接合高強度ソフト吸湿性
吸水性
用途例
メディカル用品、衣類、ワイパー各種、合成皮革資材など
メディカル用品、衣類、ワイパー各種、合成皮革資材など
スパンボンド
(樹脂から直接紡糸)
熱
接合自由な
形高強度
接合自由な
形高強度
用途例
おむつ、農業用資材、梱包材、土木・建築用資材など
おむつ、農業用資材、梱包材、土木・建築用資材など
ナノファイバー
(電解紡糸により繊維・シート化)
電解紡糸高密度自由な
形ソフト吸湿性
吸水性
形ソフト吸湿性
吸水性
用途例
高機能フィルター、高機能マスク、美容シート、医療用材料など
高機能フィルター、高機能マスク、美容シート、医療用材料など
メルトブローン
熱風で極細繊維を形成
熱風
接合高強度自由な
形ソフト吸湿性
吸水性
接合高強度自由な
形ソフト吸湿性
吸水性
用途例
エアフィルター素材、液体フィルター素材、医療用マスク、医療用資材など
エアフィルター素材、液体フィルター素材、医療用マスク、医療用資材など