




シンワは5つの製法技術を確立しています。また、それらの製造技術と、天然繊維、化学繊維(合成繊維)などの原料、さらに複合素材などと組み合わせることで多種多様な特性を持つ不織布を開発、市場のニーズに応え続けています。
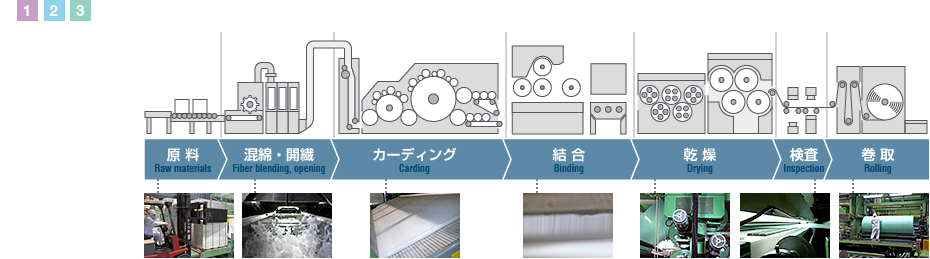
| 主な原料は、レーヨン、ポリエステルをはじめとする「原綿」で、一塊が200〜300kgで繊維メーカーから供給されます。求められる物性に応じて、数種類の原綿をブレンドして使用する場合もあります。 | |
| 塊状の原綿をほぐし、混ぜ合わせ、配合・重量を均一な状態にします。 これによって次工程(カーディング)に適した原料となります。 |
|
| 配合や重量が均一になった原綿は、カーディング工程にて複数のロールを通過することで、シート状になります。このシート状の綿を「ウェブ」と呼びます。均一なウェブをつくることがカーディング工程でのポイントです。こうしてできたウェブは、製法によって「パラレルウェブ」「クロスウェブ」といった繊維の配列方向が異なるウェブとすることも可能で、それぞれに特性を持っています。 パラレルウェブ:縦方向に対する強度が強い、低目付での地合に優れる。 クロスウェブ :強度の縦横比を均一、または任意にコントロールでき、 低目付〜高目付の不織布を作ることができる。 |
|
| カーディングを終えたウェブは、まだ繊維同士が結びついていない状態です。 繊維を結合させることでウェブから強度を持ったシートへと変わっていきます。 シンワではレジンボンド、サーマルボンド、スパンレースの3製法を使い分けています。 結合工程の違いにより乾式不織布の特徴が変わってきます。 |
|
| シートの水分の乾燥、熱融着(芯鞘構造)繊維の溶融接着、樹脂の固化等を行います。 | |
| 乾燥工程が終えた不織布は、異物混入がないか厳しくチェックされます。 | |
| 検査工程を終えたシートは任意の幅・長さで巻き取ります。 |
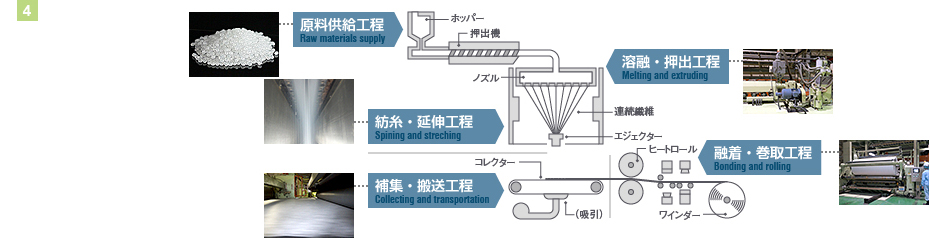
| スパンボンド不織布の原料は、繊維素材ではなく、ペレット状のポリマー樹脂を使用します。 | |
| 原料は、押出機で加熱され、溶融混練しながら押出されます。 溶けた樹脂は、一定量ごとにノズルへ向かいます。 |
|
| ノズルは直径約1mm以下の多数の穴があり、溶けた樹脂が糸状に吐出されます。 その後、20ミクロン程度の細い糸に引き伸ばされます。 |
|
| 噴出された糸は、コンベアネット上で、ウェブ状に積み重ねられ搬送されます。 | |
| 搬送されたウェブは、ヒートロールで融着され、繊維同士が強く結合されたシートとなります。 融着工程が終了した不織布は、異物混入や断糸欠点などがないか厳しくチェックされ、任意の長さでロール状に巻き取られます。 |
